





TOMRA Recycling appoints Katrin Fricke as its new Head and Executive Vice President (EVP)
TOMRA Recycling has announced the appointment of Katrin Fricke as its new Executive Vice President (EVP) and Head of TOMRA...
Read more
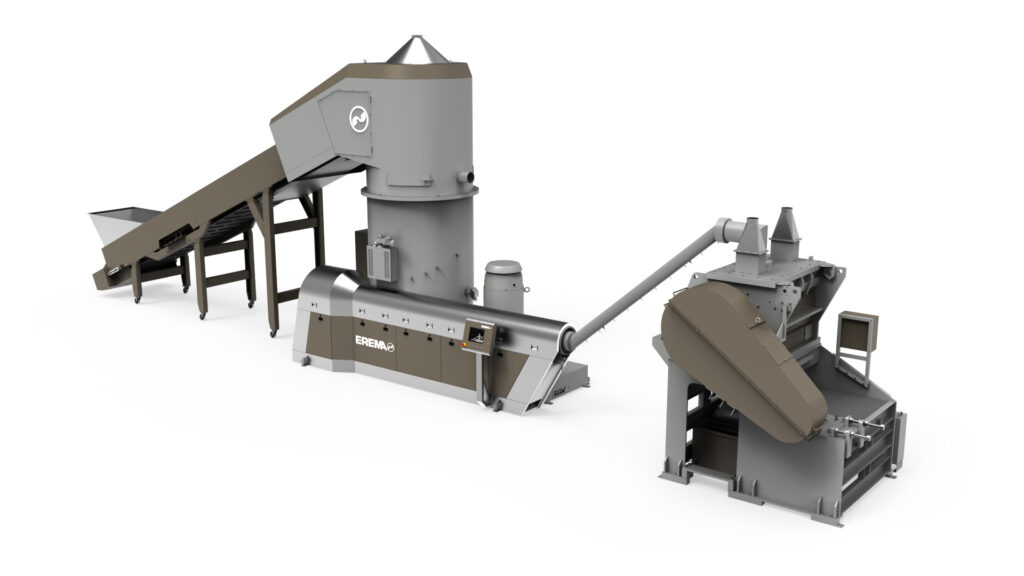
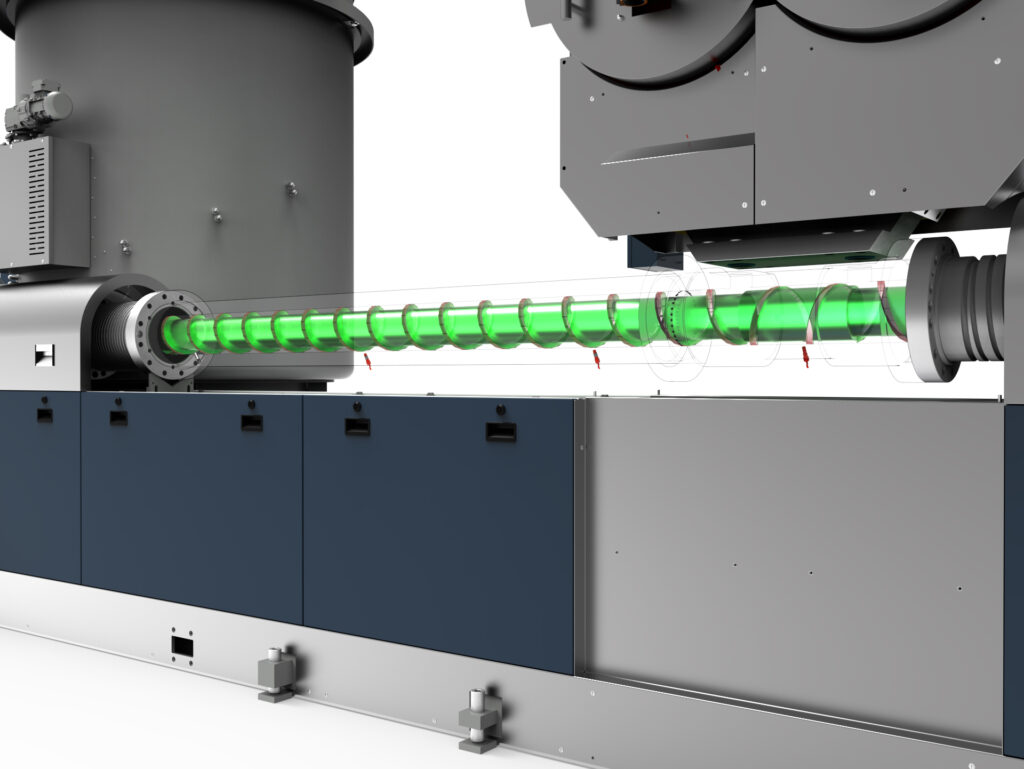
The New Series of EREMA Machines that Produce Agglomerates
K 2025 sees EREMA launch the AGGLOREMA generation of machines, a new recycling system specially developed for processing heavily contaminated...
Read more

EDGE Innovate Extends its Line of Screening Solutions with the SCREENPRO S16
The SCREENPRO S16 is the latest addition to the SCREENPRO range from EDGE Innovate, following the successful launch of the...
Read more

Presona AB to be Acquired by Inducore, Expanding Its Offering in Sustainable System Solutions
Inducore AB has signed an agreement to acquire Presona AB. The Inducore Group already includes several specialized operational businesses that...
Read more

Harris American Announces Launch Of New Company Website
Harris American Company is pleased to announce the launch of the new company website at HarrisAmericanCo.com as we continue the...
Read more
Latest videos







TOMRA Recycling and Novelis Webcast Highlights The Future of Aluminum Recycling With Advanced Sorting Technologies
A recent webcast titled 'From AI to Dynamic LIBS: How new sorting technologies drive growth in aluminum recycling,' hosted by...
Read more

Sort Smarter, Not Bigger: MACHINEX Introduces the New Compact SamurAI® Optima™ Sorting Robot
Plessisville, Quebec, June 25, 2025 – Machinex, a leader in sorting technologies, is proud to announce the launch of the...
Read more

Advancing Circular Construction: ALLU’s New Screening Bucket Transforms Asphalt Recycling
Asphalt is one of the world’s most recycled materials—yet much of its potential remains untapped due to inefficient processing methods....
Read more

UNTHA opens Technology Innovation Center
UNTHA shredders are the result of intensive research and development. To give innovation even more space, UNTHA shredding technology GmbH...
Read more

Greyparrot Unveils Deepnest: The World’s First AI Platform Connecting Brands and Waste Managers Through Actionable Packaging Data
Greyparrot, a global leader in waste analytics, has announced the launch of Deepnest, the world’s first AI-powered waste intelligence platform...
Read more

Discover TOMRA Recycling’s New Metals Test Center | Put Our Machines to the Test!
With decades of expertise in metal recycling, TOMRA is a global leader in sensor-based sorting solutions. Our advanced technologies help...
Read more
EREMA Expands PredictOn To Cover Predictive Maintenance
K 2025 sees EREMA expand its digital solutions PredictOn:Drive with more detailed data analysis, and the new PredictOn:Plastification Unit tool,...
Read more














