

Interview with Univ.-Prof. Roland Pomberger, Outstanding Research, Clear Prospects
Prof. Roland Pomberger, Head of the Chair of Waste Treatment Technology and Waste Management at the Montanuniversität Leoben and “Austrian...
Read more

Sense2Sort Toratècnica Toratec – 20 Years of Innovation
Twenty years ago, the recycling industry looked very different. Sensor-based sorting was still emerging, artificial intelligence had not yet found...
Read more

Building Smarter Recycling Systems in High-Variability Environments
Recycling facilities today face a growing challenge: managing increasingly unpredictable waste streams while maintaining high recovery rates and operational efficiency.
Read more

Greyparrot Secures $27M Series B as AI Waste Intelligence Becomes Critical Infrastructure for the Circular Economy
New funding will scale Greyparrot’s AI waste intelligence platform to make secondary materials measurable, recoverable and investable worldwide.
Read more

Bag Opening Considerably Reduces the Risk of Fire
Joint research carried out by the FH Münster and BRT HARTNER GmbH has yielded important findings on improving fire safety...
Read more


Latest videos






STADLER Group Highlights Residual Waste Sorting as Key to Resource Recovery and Circular Economy Goals
As municipal waste volumes continue to rise worldwide, STADLER points to residual waste as one of the most complex –...
Read more

Pellenc ST and Suez: A long-lasting partnership supporting TrivalLoire
Built in 2000 and fully modernised in 2023, the Firminy sorting centre is now operated by TrivalLoire, Suez’s dedicated subsidiary,...
Read more

Stainless Steel, Heavy Metals and More: TOMRA Expands its Dynamic LIBS Application Range
TOMRA Recycling, the leading provider of sensor-based sorting solutions for the global recycling industry, is expanding the application range of...
Read more

Water Filters from Recycled Glass Thanks to Dryden Aqua and MSort
Scotland, Edinburgh: MSort sorting technology from STEINERT turns green and brown recycled glass into AFM® filter media for water treatment.
Read more

Kiverco Completes Handover of £16m McKinstry Recycling Plant, Largest of Its Kind in the UK and Ireland
Kiverco has completed and handed over a major new £16m recycling plant to McKinstry Group, marking the successful delivery of...
Read more
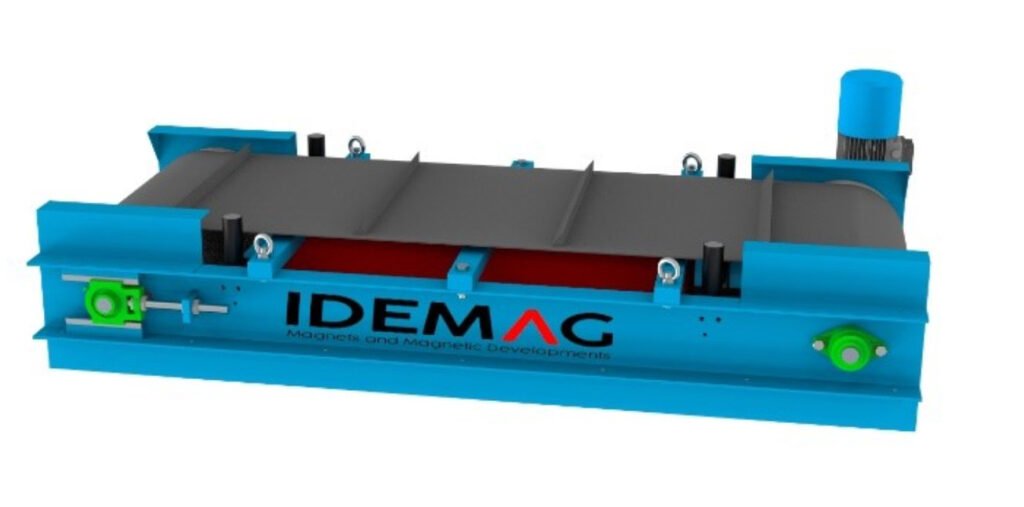
A few Guidelines for the Correct Selection of a Magnetic Separator
In today's industry, the presence of metallic contaminants is virtually unavoidable. Whether in the production of food, plastics, cement, prefabricated...
Read more

From Waste to Resource: How Twister Aerodynamic Vortex Separation is Rewriting Paper Mill Waste Management
If you have ever spent time on the floor of a paper mill or at a large-scale waste processing facility,...
Read more









