

Kiverco Completes Handover of £16m McKinstry Recycling Plant, Largest of Its Kind in the UK and Ireland
Kiverco has completed and handed over a major new £16m recycling plant to McKinstry Group, marking the successful delivery of...
Read more

Water Filters from Recycled Glass Thanks to Dryden Aqua and MSort
Scotland, Edinburgh: MSort sorting technology from STEINERT turns green and brown recycled glass into AFM® filter media for water treatment.
Read more
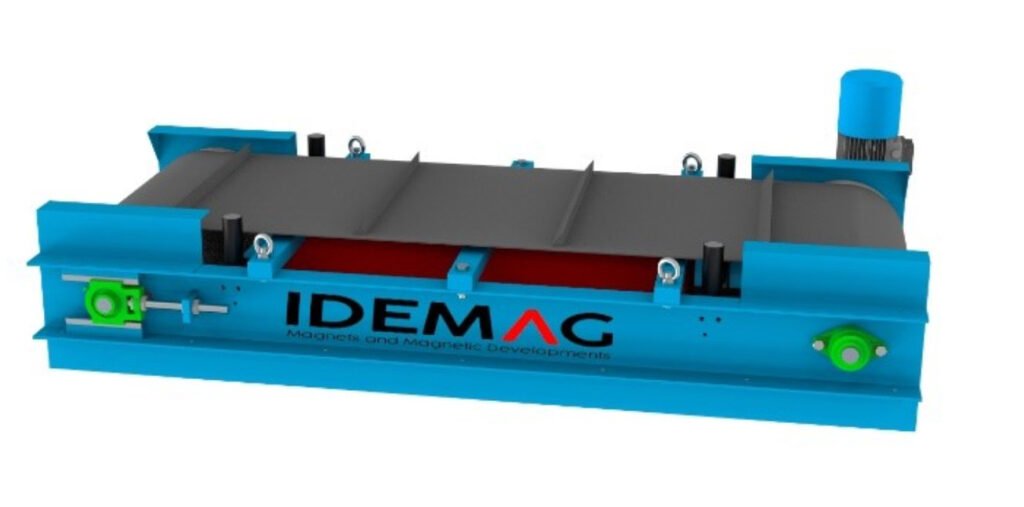
A few Guidelines for the Correct Selection of a Magnetic Separator
In today's industry, the presence of metallic contaminants is virtually unavoidable. Whether in the production of food, plastics, cement, prefabricated...
Read more

From Waste to Resource: How Twister Aerodynamic Vortex Separation is Rewriting Paper Mill Waste Management
If you have ever spent time on the floor of a paper mill or at a large-scale waste processing facility,...
Read more

Mid-Valley Recycling Celebrates Grand Re-Opening of Fresno MRF with New 25 TPH Commercial Processing Line
Mid-Valley Recycling (MVR) celebrated the grand re-opening of its Fresno Commercial Material Recovery Facility (MRF) on May 28, 2026, with...
Read more

Latest videos






STADLER Expands Into Japan With New Office to Support the Country’s Evolving Recycling Market
STADLER has opened a new office in Japan, strengthening its presence in a market traditionally shaped by Waste-to-Energy solutions. Interest...
Read more

2026 Drycake Twister: Screenless Waste Separation Technology
In the waste management and recycling sector, progress is measured by how effectively we eliminate mechanical and energy bottlenecks. For...
Read more

Cross Wrap Helps PABCO Paper Optimize Paper Bale Handling in California
Pabco Paper produces high-quality paper products for the building and packaging industries. They use 100% recycled fiber, sourced from both...
Read more

Kaizen Recycling Limited Appointed Official UK & Ireland Partner for WeSort.AI
Kaizen Recycling Limited and WeSort.AI are pleased to announce a partnership appointing Kaizen Recycling Limited as the official partner for...
Read more

MSS, Inc. Introduces Redesigned Hood with Integrated Maintenance Access Platform for Optical Sorting Machines
MSS, Inc., a leading manufacturer of NIR and AI optical sorting systems for material recovery facilities (MRFs), today announced a...
Read more

Plastic Sorting: Are We Solving the Problem — or Just Managing It?
The recycling industry faces growing pressure to recover high-quality materials from increasingly complex waste streams. Black plastics, technical polymers, multilayer...
Read more

Integrated Multi-Stream Waste Sorting Facility Commissioned in Tiantai Environmental Protection
YONGZHOU Tiantai Environmental Protection – Solid waste processing plant manufacturer and system integrator Henan Guoxin Machinery Manufacturing Co., Ltd (mswsortingmachine.com)....
Read more









