With the release of the 2026 version of the Drycake Twister™, the industry is seeing a fundamental shift in how these multi-material streams are processed. By redesigning the internal separation mechanics, the latest iteration of this vertical aerodynamic separator removes old constraints on input solids and also eliminates the mechanical filters, in the form of screens, that have traditionally threatened system uptime.
The Death of Fluidization Water: Removing the 12% Barrier
In previous equipment configurations across the industry, processing highly heterogeneous material after particle size reduction typically required a compromise: adding water. To keep high-solid content slurries moving smoothly and to facilitate separation inside a horizontal chamber, a majority of field installations had to introduce a steady stream of process water.
While this water addition kept the machinery from choking, it created a strict engineering limitation: the solids content in the pulp or organic output was effectively capped, and for the Twister and Seditank™ combination, that number was below 12%.
For operators running downstream anaerobic digesters, composting operations, or fibre recovery lines, a 12% cap meant adding more liquid than was ideal to their digester tanks. It increased tank sizing requirements and drove up overall fluid management costs.
The 2026 Twister rewrites this operational equation. Thanks to optimized aerodynamic airflow profiles and an enhanced mechanical paddle shear configuration, the system now runs entirely dry/with no added water across nearly all standard configurations. Except for a few highly specific, edge-case material profiles, the need for added process water has been eliminated.
By removing added water from the equation, the previous 12% solids limitation on the output pulp is gone. Facilities can now discharge a concentrated, high-solids organic or fibre stream that is directly optimized for downstream processes, saving water daily and still at an industry low energy consumption, despite adding airflow heating for markedly improved dryness of the reject stream.
Screenless Engineering: Making Clogging Mathematically Impossible
If you look at the maintenance logs of standard horizontal depackagers and separators, the primary culprit for unscheduled downtime is almost always screen blinding. Sticky labels, plastic films, and long-chain fibres inevitably find a way to wedge themselves into screen perforations, slowly choking the machine’s throughput until a technician is forced to shut down the line for a manual clean-out.
Interestingly, operators utilizing the pre-2026 generation Twister technology did not encounter this issue due to the huge gap between paddles and the wide screen aperture size.
The 2026 design removes the need for screening entirely. By fine-tuning the internal vortex geometry, separation is achieved entirely through mass differentials, high-speed paddle-induced ballistic impact, and aerodynamic lift inside the high-velocity air stream.
Because there are no physical screens left inside, screen clogging has become a mechanical impossibility. The machine can take highly erratic, heavily contaminated dump loads and run continuously without the risk of clogging.
Rethinking the End-of-Life Strategy: Energy Recovery vs. Mechanical Recycling
Beyond the mechanical upgrades, the performance of the 2026 Twister lands right in the middle of an ongoing macro-debate within the waste management industry: What is the most sustainable destination for highly contaminated reject plastics?
For a long time, mechanical recycling was viewed as the default gold standard for plastic waste. However, recent, rigorous Life Cycle Assessments (LCAs) across the industry have shed light on a complex reality. When dealing with heavily contaminated, multi-layered industrial rejects, mechanical recycling can actually be less sustainable than incineration with energy recovery in several key environmental impact categories.
The reason comes down to the massive material and energy debts accumulated during the intensive pre-treatment stages. Washing, sanitizing, sorting, and processing highly contaminated scrap plastics to meet secondary raw material standards can consume more fossil fuels and water than the recycling process saves.
This is where the 2026 Twister provides a critical strategic pivot. By liberating fibres and organic contaminants in a single, dry pass, it prepares the remaining plastic fraction for immediate, high-efficiency energy recovery as Solid Recovered Fuel (SRF) or Refuse-Derived Fuel (RDF).
Because the Twister strips surface moisture and organic residues so effectively via mechanical water liberation, the resulting reject material boasts a remarkably high energy density. The processed plastics exhibit a Gross Heating Value (HHV) in the region of 18–28 MJ/kg on a dry basis. To put that into perspective, this energy density is entirely comparable to low-grade coal. Instead of incurring an environmental debt by trying to force these complex plastics into a mechanical recycling loop, operators can convert them directly into a highly efficient, autothermal fuel source that offsets reliance on fossil fuels in industrial kilns and power plants. To reduce chloride emissions during energy recovery, a windshifter installed after the Twister removes heavy contaminants, including metals, stones, and a proportion of PVC. For the lowest possible chlorine content in the fuel fraction, the windshifter should be followed by a NIR (Near-Infrared) sorting unit, which identifies and ejects PVC with high precision.
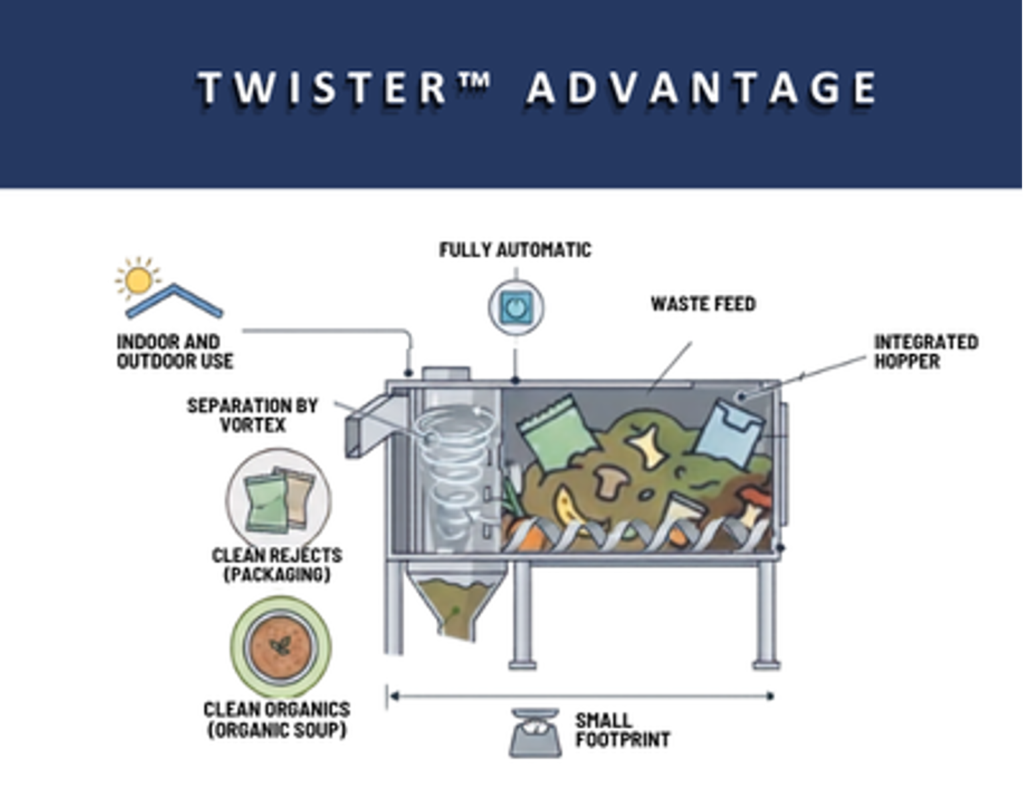
The Four Pillars of the Modern Twister™ Advantage
Looking closely at the 2026 Twister™ design updates, the core operational advantages for general waste processors and recycling facilities can be organized into four distinct pillars:
1. True High-Solids Separation
By breaking the reliance on fluidization water, the system avoids adding a liquid volume to a waste problem. Discharging high-consistency outputs well above the old 12% solids threshold means less pulp/digester feedstock weight to transport, downsized storage requirements, and an optimised solids content for anaerobic digestion processing equipment.
2. Screenless, Zero-Downtime Reliability
Engineering out the screen entirely means there is no component capable of blinding or clogging. The system delivers a continuous, high-throughput process that absorbs erratic material flows without requiring scheduled stops for filter maintenance or high-pressure washing.
3. Coal-Grade Fuel Generation
With an output HHV of 18–28 MJ/kg, the dry plastic fractions bypass the high environmental and financial costs of intensive mechanical recycling pre-treatments. The Twister turns a problematic reject stream into a predictable, high-value alternative fuel that meets strict autothermal combustion standards.
4. Low-Grade Thermal Synergy
The system continues to excel by integrating with existing low-grade industrial waste heat (utilizing air streams from 40°C to 80°C). By drawing on “free” ambient or exhaust heat to assist in breaking capillary moisture bonds during the vortex process, facilities can achieve superior output dryness without consuming primary thermal energy.
Driving the Circular Economy Forward
The 2026 updates to the Twister emphasize that the path to a functional circular economy relies on reducing mechanical complexity. By replacing water-heavy fluidization and high-maintenance screen filters with clean, aerodynamic vortex physics, the technology provides a highly practical solution to some of the recycling industry’s most stubborn multi-material waste challenges.
To explore the exact processing capacities, review equipment dimensions, or schedule an analysis for a specific waste stream, visit the official Twister website.