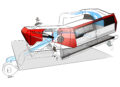
New product 1: STEINERT PLASMAX | LIBS allows three products to be sorted in one cycle The latest development from STEINERT enables efficient separation of aluminium scrap into three different sorted products. With a high processing capacity and three material...
The Law 7/2022 of Circular Economy requires manufacturers to take responsibility for their products at the end of their lifecycle, with a three-year deadline for compliance starting in April 2025. Additionally, the upcoming Waste Framework Directive mandates separate collection of...
Optimal solution for waste recycling applications The new 826 G-series machine is the latest addition to the SENNEBOGEN recycling family. With an impressive reach of 13 meters and an operating weight of 26 to 28 tons, depending on the equipment...
The Law 7/2022 of Circular Economy requires manufacturers to take responsibility for their products at the end of their lifecycle, with a three-year deadline for compliance starting in April 2025. Additionally, the upcoming Waste Framework Directive mandates separate collection of...
New product 1: STEINERT PLASMAX | LIBS allows three products to be sorted in one cycle The latest development from STEINERT enables efficient separation of aluminium scrap into three different sorted products. With a high processing capacity and three material...
In the newly introduced cross-industry sessions, solutions from various sectors and industries will be the focus of attention with the objective to address and develop shared solution approaches for a circular economy across various industries. Based on its comprehensive network,...




 Huaxin
Huaxin Büyükçekmece
Büyükçekmece Las Vegas
Las Vegas