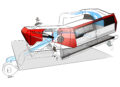
A Game-Changer for Waste Management The BriteBin™ Solar is not your ordinary bin. They are solar-powered, compacting bins that can compress waste at a 10:1 ratio, allowing them to hold significantly more waste than conventional bins. This means fewer collections...
How can wood fibers at the end of their lifecycle be efficiently reprocessed to create new fiberboard? EcoReFibre ("Ecological solutions for recovery of secondary materials from post-consumer fibreboards"), a research project involving twenty partner organizations across seven countries, has been...
A Game-Changer for Waste Management The BriteBin™ Solar is not your ordinary bin. They are solar-powered, compacting bins that can compress waste at a 10:1 ratio, allowing them to hold significantly more waste than conventional bins. This means fewer collections...
The Law 7/2022 of Circular Economy requires manufacturers to take responsibility for their products at the end of their lifecycle, with a three-year deadline for compliance starting in April 2025. Additionally, the upcoming Waste Framework Directive mandates separate collection of...
A Game-Changer for Waste Management The BriteBin™ Solar is not your ordinary bin. They are solar-powered, compacting bins that can compress waste at a 10:1 ratio, allowing them to hold significantly more waste than conventional bins. This means fewer collections...
In the newly introduced cross-industry sessions, solutions from various sectors and industries will be the focus of attention with the objective to address and develop shared solution approaches for a circular economy across various industries. Based on its comprehensive network,...




 Huaxin
Huaxin Büyükçekmece
Büyükçekmece Las Vegas
Las Vegas